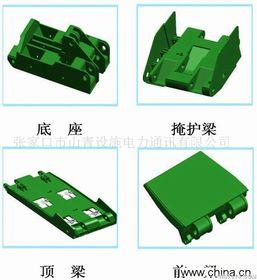
返回列表當(dāng)前位置:首頁 / 應(yīng)用案例 / 煤機(jī)行業(yè)

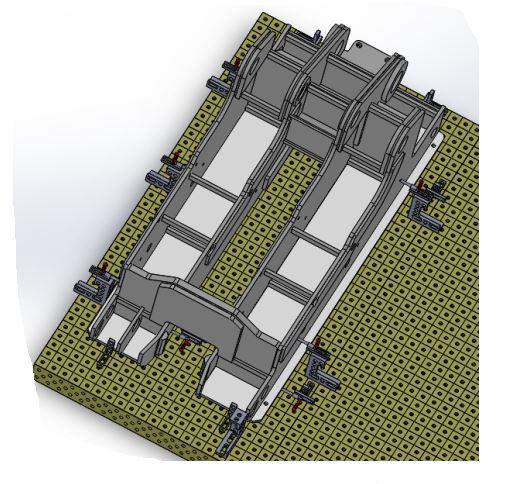
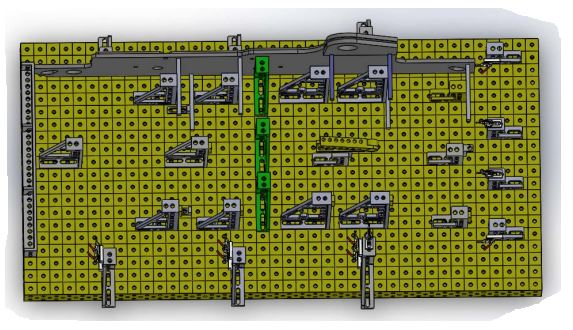
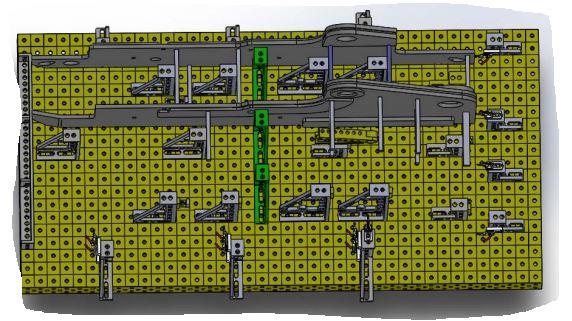
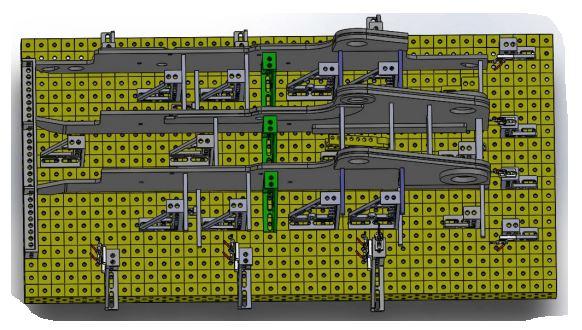
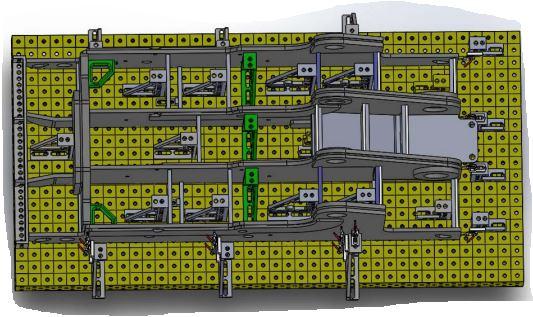
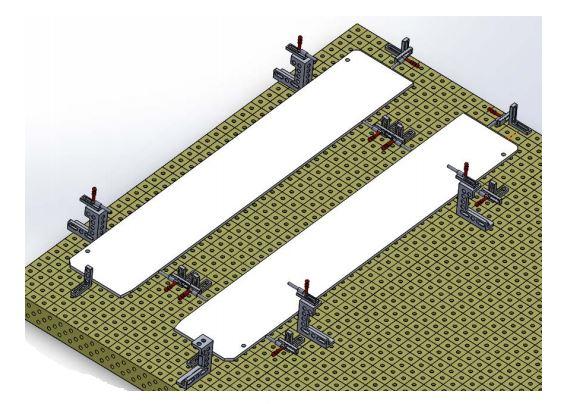
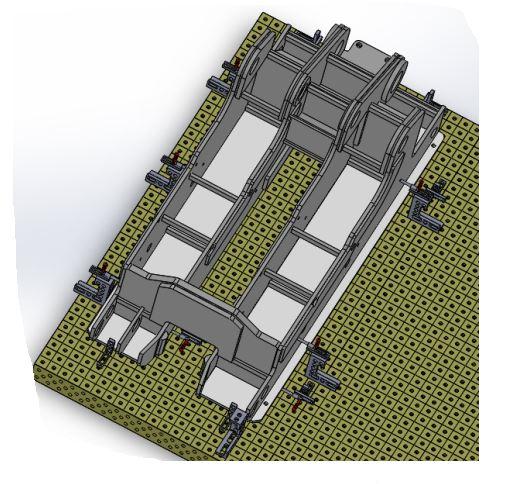
我司解決方案總裝圖:
留下您的稱呼以及聯(lián)系方式我們將會(huì)給您發(fā)送最新消息!
? 2018 深圳市鼎盛天科技有限公司版權(quán)所有
粵ICP備12007843號(hào)-1
 粵公網(wǎng)安備 44030902001111號(hào)
法律聲明
網(wǎng)站地圖
網(wǎng)站設(shè)計(jì)
粵公網(wǎng)安備 44030902001111號(hào)
法律聲明
網(wǎng)站地圖
網(wǎng)站設(shè)計(jì)


